Answering your (three) questions:
1- Is the seam from the mold which made this?
Yes.
2- As I know nothing of cannonballs, did they have a seam?
Some cannonballs do show a seam from the metalcasting mold, but most don't show a seam. The presence or absence of a casting-seam depends on the quality of the mold the cannonball was made in, and also on whether or not the manufacturer was being paid to remove all traces of a seam after the casting was completed. Colonial-era cannonballs often show a casting-seam, but by the time of the American Civil War, the quality of metalcasting molds had improved significantly.
I should mention here that Mill-Balls (a.k.a. rock-crusher balls from the Mining-&-Stonemilling industry) often -- but not always -- show a prominent moldseam. The reason is that on rock-crusher balls, the presence of a ridge-like seam doesn't matter ... but would cause problems with cannonballs, which MUST fit "smoothly" down into a cannon's barrel.
3- I was interested to know if they [cannonballs] were cast whole, or made from two pieces.
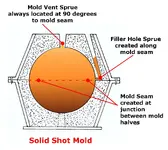
Cannonballs were never assembled from two separate pieces... they were always cast "whole." Here's a diagram showing the metalcasting mold arrangement for creating a Solid-Shot (not hollow shell) cannonball. The casting-mold itself did consist of two pieces, which were clamped together tightly for the casting proces. The mold's outer body is an iron container called the "flask." It contained tightly-compacted (or semi-concreted) sand, which is represented by tiny black dots in the diagram.
There is a very important reason why the mold had two holes. (One is called the filler-hole or "gate", and the other is called the mold's vent.) The reason has to do with worker safety during the metalcasting process. As you see in the diagram, the mold contains a large pocket of air, which is tightly enclosed. When the extremely hot (2,800+ degrees) molten iron is poured into mold, the air in the mold's "cavity" gets suddenly superheated and therefore expands
very rapidly. if the only way for the expanding air to escape the airpocket is to rush back up through the mold's filler-hole, it blows molten iron droplets into the worker's face. So, a second hole was located at the very top of the mold, serving as a pressure-release "vent," so that the superheated air could escape harmlessly. Of course, the vent-hole had to be at the very top of the mold, or you wouldn't be able to completely fill the mold. Speaking of which... the vent had the additional benefit of allowing a worker to easily know when the mold had become completely filled. Instead of relying on waiting for the filler-hole to overflow, which would waste some molten metal, you look down the (shallow) vent-hole for the glowing molten iron reach the bottom of the hole.
If you want to learn more about that, and how to tell with
certainty whether or not a metal ball is a cannonball, go here:
SolidShotEssentialsMod


 I respect the fact it is not a cannonball, but was interested to know if they were cast whole, or made from two pieces. Or is the seem from the mold which made this.
I respect the fact it is not a cannonball, but was interested to know if they were cast whole, or made from two pieces. Or is the seem from the mold which made this.